Câu hỏi thường gặp phải về mũi taro

Câu hỏi thường gặp phải về mũi taro
Bài viết này sẽ giúp bạn giải quyết các vấn đề thường gặp phải, cũng như giải đáp một số các câu hỏi có thể bạn đang thắc mắc liên quan đến mũi taro.
Câu hỏi thường gặp phải
Frequently Asked Questions
Tại sao cỡ ren trong lại khác với cỡ mũi taro?
Cắt ren là quy trình tạo ra ren bằng cách đưa mũi taro xoáy vào lỗ đã khoan trước tới một kích cỡ nhất định. Cỡ ren trong thường sẽ trở nên lớn hơn cỡ mũi taro. Do xu hướng cắt ren này, đường kính bước ren của mũi taro được định mức gần với kích cỡ cơ bản trong khoảng cỡ ren trong và độ dao động cũng được định mức tương đối là thấp hơn.
Tại sao ren ở cuối mũi taro hướng lên một góc dốc?
Khi ta cắt ren trong với mũi taro, ta cần phải tránh hiện tượng mẻ lưỡi cắt. Ren kết thúc nghiêng ở cuối mũi taro bảo vệ lưỡi cắt. Nếu chúng ta cắt ren toàn phần vào vật liệu ngay từ ban đầu, sẽ tạo ra tải bất thường và làm gãy lưỡi cắt. Ren kết thúc nghiêng có thể cắt ren dần dần và làm giảm tải cắt ren.
Vì mục đích gì ta lại để cho mũi taro thải phoi về phía trên hay xuống dưới?
Hướng thải phoi liên quan đến loại lỗ, lỗ xuyên hay lỗ bít. Với lỗ bít, ren trong được cắt đến tầm giữa lỗ. Những lỗ này không đi xuyên. Lỗ xuyên là lỗ đi qua phôi. Nếu chúng ta dùng mũi taro thẳng với lỗ bít, mũi taro có thể bị gãy do không có chỗ chứa phoi ở đáy lỗ. Nếu chúng ta dùng mũi taro thẳng với lỗ xuyên, ta có thể có hiệu suất cao. Đây là những lý do tại sao chúng ta dùng mũi taro với các hướng rãnh khác nhau.
Liên quan đến mũi taro
Có sự khác biệt nào giữa vít cắt ren và vít được tạo bởi mũi taro?
Sự khác biệt là ở có cần thiết độ chính xác hay không.
Vít tạo ren được dùng trong ứng dụng không cần thiết độ chính xác quá cao. Chúng được dùng ở nắp sau của máy giặt nơi ít khi phải thường xuyên mở ra hay đóng lại.
Vít được tạo bởi mũi taro được dùng cho những ứng dụng yêu cầu có độ lệch thấp và độ chính xác cao. Chúng được dùng cho ray tàu điện siêu tốc Shinkansen hay dùng cho phi cơ. Một trong những lợi thế của chúng là có thể tháo gỡ khi cần.
Tại sao mũi taro lại cần có rãnh?
Mũi taro không có rãnh không thể có lưỡi cắt và không thể cắt ren. Rãnh cũng có nhiệm vụ làm khoảng không chứa phoi. Nếu rãnh quá bé, phoi bị dồn trong rãnh có thể làm hỏng ren trong và làm gãy mũi taro.
Bánh mài có giống với đá mài dùng để mài dao bếp không?
Không, chúng hoàn toàn khác nhau. Bánh mài có hình dạng đĩa và có lỗ ở giữa. Bằng việc đặt lỗ giữa vào trục chính của máy mài và quay bánh mài ở tốc độ tương đối cao, ta có thể mài phía ngoài của một vật.
Chúng có đa dạng các đường kính đến hơn 60 xentimét. Bề rộng trong khoảng 1mm đến 30cm. Ta chon các bánh mài khác nhau có cỡ hạt khác nhau và độ cứng hạt khác nhau để phù hợp với các ứng dụng khác nhau.
Loại vật liệu nào được dùng để làm vật liệu cho mũi taro?
Để tránh phức tạp hóa, chúng tôi giải thích một cách ngắn gọn như sau:
Vật liệu mũi taro cắt ren rất đa dạng như sắt, gang, hợp kim nhẹ, thép không rỉ, hợp kim titan, nhựa .v.v..
Cùng với sự thay đổi vật liệu đó, cũng có sự thay đổi đa dạng vật liệu mũi taro. Ở thời gian đầu, thép hợp kim công cụ thuộc chủng loại thép công cụ đặc biệt được dùng chủ yếu làm vật liệu mũi taro. Từ khoảng năm 1945, vật liệu thép tốc độ cao HSS có chứa những hóa chất vượt trội như chrôm, vonfram, molybden, vanadium, coban v.v. trở nên phổ biến hơn, và thép hợp kim công cụ ít được sử dụng hơn.
Ngày nay các vật liệu dùng trong gia công ren càng ngày càng trở nên cao cấp hơn. Vật liệu gia công được yêu cầu phải có độ cứng đạt mức để vật liệu đó dùng được để gia công ren. Và vật liệu HSS bao gồm vanadium có tính chất như độ cứng cao ngày nay trở thành vật liệu chính cho mũi taro. Thông thường vật liệu cứng rất khó mòn, nhưng dễ gãy. Mặt khác, vật liệu mềm khó gãy, nhưng dễ mòn. Đối với vật liệu gia công ren, những tính chất như khó mòn và khó gãy đều cần phải có.
Yamawa đã giải quyết vấn đề khó khăn này bằng việc đưa ra HSS có chứa vanadium. Mũi taro HSS vanadium có cả hai tính chất, như là khả năng chống mòn và độ bền cao.
Cũng có loại mũi taro cacbua sử dụng vật liệu cacbua, tuy nhiên chúng chưa phổ biến lắm. Tôi sẽ giải thích cơ bản về chúng. Cacbua được tạo nên bằng cách làm cứng bột vonfram cacbua (có dạng như bột bút chì) và nung nóng. Chúng có độ cứng cao như gốm, nhưng cũng có nhược điểm là nhạy cảm với tác động mạnh và dễ vỡ.
Có những loại mũi taro dùng cho mục đích đặc biệt dựa trên vật liệu cắt ren phải không? Chúng có đặc trưng nào khác ngoài vật liệu không?
Chúng có những đặc trưng khác như những thuộc tính: Hình dạng mũi taro (bề rộng rãnh, độ sâu rãnh, góc cạnh vát và .v.v.), điều kiện tối ưu nhất trong xử lý nhiệt, xử lý bề mặt đặc biệt.
Xử lý bề mặt là gì?
Được dùng để nâng cao tuổi thọ công cụ bằng cách phủ một lớp cứng lên bề mặt công cụ. Trước đây, mạ crôm được dùng trong một số công cụ. Ngày nay, xử lý bề mặt đang trở nên phổ biến không chỉ ở mũi taro, mà còn trong hầu hết các loại công cụ cắt gọt.
Tại sao mũi taro tạo hình ren không tạo phoi?
Thường thì khi mũi taro cắt ren sẽ thải ra phoi. Nhưng mũi taro tạo hình ren (cũng được gọi là mũi taro nén hay mũi taro không rãnh) tạo ren bằng cách chèn vào vật liệu khi quay, và không tạo ra phoi. Mũi taro tạo hình ren không có rãnh hay lưỡi cắt. Vì mũi taro tạo hình ren tạo ra ren bằng cách nén vào vật liệu, vật liệu dùng tạo ren phải giới hạn là những vật liệu tương đối mềm.
Khác với ren thường tạo ra bởi các mũi taro thông thường, ren tạo bởi mũi taro tạo hình ren rất cứng vì sợi kim loại không bị cắt trong ren của mũi taro tạo hình. Thêm vào đó do có thể tránh được những vấn đề của việc thải phoi, chúng tôi dự đoán nhu cầu về mũi taro tạo hình ren sẽ có xu hướng tăng lên.
Bàn ren
Bàn ren có vài lỗ giống như cánh hoa ở bên trong phải không? Những lỗ như vậy có chức năng gì?
Chúng là lỗ phoi. Cũng giống như rãnh trong mũi taro, chúng dùng để thải phoi.
Ren trong bàn ren được tạo ra như thế nào?
Đầu tiên chúng tôi sản xuất mũi taro Hob giống với mũi taro tay. Bằng cách đưa mũi taro Hob vào lỗ tâm, chúng tôi tạo ra ren trong trong bàn ren.
Tại sao lại cần có bàn ren điều chỉnh được?
Chúng được chuẩn bị để ta có thể tinhh chỉnh kích cỡ của ren. Chúng phù hợp với cắt ren có độ chính xác cao và khi điều kiện cắt ren có thể thay đổi.
Mối liên quan giữa ren ống ngoài và bàn ren ống là gì?
Mối liên quan giữa REN ỐNG NGOÀI và BÀN REN ỐNG cũng giống như mối liên quan giữa REN ỐNG TRONG và BÀN REN ỐNG.
Chúng tôi sẽ giải thích từng phạm trù một từ đầu cho những khách hàng có thể vừa bắt đầu đọc bảng này.
Gần đây bạn có thể đã nhận được yêu cầu sản xuất REN ỐNG NGOÀI với những ký hiệu như G và R.
Nhưng có một vài bàn ren với những ký tự đó trên thị trường.
Có phải bạn gặp khó khăn trong trong lựa chọn và tìm kiếm bàn ren?
Hãy đọc lần lượt các giải thích bên dưới, chúng tôi tin rằng có thể giải quyết mọi câu hỏi của bạn.
1.Mối quan hệ giữ REN ỐNG NGOÀI, G và R, và REN ỐNG NGOÀI, PF và PT.
Đầu tiên, hãy hiểu rõ mối liên hệ giữa REN ỐNG NGOÀI, G và R, và REN ỐNG NGOÀI, PF và PT.
REN ỐNG NGOÀI, G = REN ỐNG NGOÀI, PF
REN ỐNG NGOÀI, R = REN ỐNG NGOÀI, PT
2.Bàn ren được dùng để sản xuất REN ỐNG NGOÀI, G và R.
Khi bạn đã hiểu rõ mối quan hệ được nêu ra ở mục 1, ta có thể dễ dàng chọn bàn ren để cắt Ren Ống Ngoài của bạn.
Để cắt Ren ống ngoài G, bạn có thể dùng bàn ren PF.
Để cắt Ren ống ngoài R, bạn có thể dùng bàn ren PT.
Bây giờ bạn đã sẵn sàng để cắt REN ỐNG NGOÀI của bạn.
3.Giải thích chi tiết hơn
Dưới đây là lời giải thích cạn kẽ hơn, nếu bạn có nhu cầu hãy tiếp tục đọc.
G và R là ký hiệu cho REN ỐNG NGOÀI được quy định bởi ISO (Tổ chức Quốc tế về Tiêu chuẩn hoá).
PF và PT là ký hiệu cho REN ỐNG NGOÀI được quy định bởi JIS (Ủy ban Tiêu chuẩn Công nghiệp Nhật cũ, viết tắt JISC).
Hơn 10 năm trước, JISC tiếp thu cấu hình ISO để đi theo hướng ISO.
Do đó, ký hiệu của REN ỐNG NGOÀI của JIS hiện nay là G và R.
Vậy nên, PF và PT không phải là ký hiệu chính thức của JIS hiện tại.
Nhưng thị trường vẫn đang sử dụng hay vẫn đang giữ lại các ký hiệu cũ như PT và PF.
Do tình hình thị trường hiện tại, YAMAWA tiếp tục sử dụng ký hiệu cũ, PT và PF.
4.Phần giải thích trên được thể hiện ở bảng dưới. Bảng này cho thấy mối quan hệ giữa REN NGOÀI và Bàn ren tương ứng. Chúng tôi tin rằng bạn đã hiểu được phần nào.
|
Ren ngoài |
Ký hiệu |
Bàn ren tương ứng |
||
|
ISO |
JIS hiện tại |
JIS cũ |
||
|
Ren khởi tạo |
R |
R |
PT |
PT |
|
Ren song song |
G, Cấp A |
G, Cấp A |
PF, Cấp A |
PF II |
|
G, Cấp B |
G, Cấp B |
PF, Cấp B |
Thích ứng với PF II |
|
Bàn ren tiêu chuẩn PF của YAMAWA là bàn ren dùng để cắt Cấp A của Ren Ngoài PF và có thể cắt cả Cấp A và Cấp B của Ren Ngoài PF (= G).
Bây giờ, chúng tôi tin rằng bạn đã hiểu REN ỐNG NGOÀI và cách để sử dụng BÀN REN ỐNG.
5.Một lời giải thích cặn kẽ khác
Ren khởi tạo được cho thấy ở trong bảng là dành cho khớp nối chịu áp. Khớp nối chịu áp được dùng chủ yếu cho tính năng chống thoát áp suất và được dùng để nối ống khí và lỏng. Ren song song được dùng cho khớp nối cơ khí chỉ để che phủ.
6.Ý nghĩa của từng ký hiệu như sau:
G= Gas Gewinde (Gewinde là từ tiếng Đức nghĩa là ren.)
R= Rohr Gewinde (Rohr là từ tiếng Đức nghĩa là ống.)
PF= Pipe Fastening
PT= Pipe Taper
Mối liên hệ giữa mũi taro và ren vít
Tại sao lại cần có khái niệm đường kính bước ren?
Khi ghép ren ngoài với ren trong, thường sẽ có một khoảng trống giữa đường kính to của ren ngoài và đường kính to của ren trong, và giữa đường kính nhỏ của ren trong với đường kính nhỏ của ren ngoài, và các tiếp xúc này là giữa các mặt phẳng nghiêng, đó là cạnh ren của từng ren. Đường kính bước ren sẽ quyết định những chuyện động đó là truyền năng lượng hay gì khác. Đường kính bước ren là đường kính tưởng tượng ở vị trí và bề rộng ren và bề rộng rãnh bằng nhau. Khi sự khác biệt giữa đường kính bước ren của ren ngoài và ren trong bé, thì có độ khớp tốt. Nhưng nếu sự khác biệt lớn, độ khớp có thể quá lỏng lẻo và như vậy không tốt. Điều này có nghĩa là đường kính bước ren là một trong những yếu tốt quan trọng trong thiết kết ren vít cũng như bước ren đáng tin cậy.
Chúng tôi thường dùng dụng cụ đo kiểm cắm và dụng cụ đo kiểm vòng ren để xác định xem ren trong và ren ngoài có được hoàn thành tốt như đã định trước không. Trong cả hai trường hợp, chúng tôi phải kiểm tra đường kính bước ren của ren.
Hãy cho biết thêm về ren đa cấp
Khi dẫn của vít tiến đến gấp 2 lần bước ren của nó, vít là ren đôi. Và khi dẫn của vít tiến đến gấp 3 lần bước ren của nó, vít là ren ba.
Ren đơn có 1 điểm xuất phát. Ren đôi có 2 điểm xuất phát. Ren ba có 3 điểm xuất phát. Đối với ren đơn thường, nếu bạn lần theo ren bằng một cái kim, bạn có thể xác nhận rằng ren tiến lên một bước ren trong mỗi vòng quay. Nếu bạn lần theo ren đôi với cùng cách đó, bạn có thể thấy đầu kim tiến 2 bước ren trong một vòng quay. Với ren ba, đầu kim sẽ tiến 3 bước ren trong một vòng quay. Với ren trong, một ren được cắt xung quanh một trụ. Với ren ba, 3 ren khác nhau cùng được cắt quanh một trụ nên ren tiến 3 bước trong một vòng quay.
Có khả năng sản xuất ren vít có một ren và lại cùng có 3 lần bước ren không?
Ví dụ: Có thể tạo ren là M6×3 (gấp ba lần bước ren đơn thường) không?
Ren như thế không thể gia công được và không có. Bước ren càng lớn thì ren càng lớn. Ren lớn hơn có nghĩa là đường kính nhỏ bé đi. Với ren ngoài, ren nhỏ nhỏ hơn làm yếu ren. Trong một số ren vít, không thể gia công được ren như vậy.
Có sự liên hệ nào giữa ren ống trong và mũi taro ống?
Gần đây có thể bạn nhận được yêu cầu sản xuất REN ỐNG TRONG như G, Rp và Rc.
Nhưng trên thị trường ít có mũi taro có những ký hiệu như vậy.
Chúng tôi nghĩ bạn lo lắng về việc lựa chọn loại mũi taro nào để cắt Ren ống như vậy và làm cách nào để tìm được mũi taro phù hợp trên thị trường.
Bằng cách hiểu rõ những phần giải thích sau đây lần lượt từ đầu, bạn có thể trả lời những câu hỏi đó.
1.Mối quan hệ giữ REN ỐNG TRONG, G, Rp và Rc, và REN ỐNG TRONG, PF, PS và PT
Đầu tiên, hãy hiểu rõ mối liên hệ giữa REN ỐNG TRONG, G, Rp và Rc, và REN ỐNG TRONG, PF, PS và PT.
Ren trong G = Ren trong PF
Ren trong Rp = Ren trong PS
Ren trong Rc = Ren trong PT
2.Mũi taro được dùng để sản xuất REN ỐNG TRONG, G, Rp và Rc
Khi bạn đã hiểu rõ mối quan hệ được nêu ra ở mục 1, ta có thể dễ dàng chọn mũi taro cần để sản xuất REN ỐNG của bạn.
Câu trả lời là
Mũi taro PF dùng để cắt ren trong G
Mũi taro PS dùng để cắt ren trong Rp
Mũi taro PT dùng để cắt ren trong Rc
Bây giờ bạn đã sẵn sàng để cắt đúng REN ỐNG của bạn.
3.Giải thích chi tiết hơn
Dưới đây là lời giải thích cạn kẽ hơn, nếu bạn có nhu cầu hãy tiếp tục đọc.
G, Rp và Rc là ký hiệu cho ren ống trong được quy định bởi ISO (Tổ chức Quốc tế về Tiêu chuẩn hoá).
Và PF, PS và PT là ký hiệu cho ren ống trong được quy định bởi JIS (Ủy ban Tiêu chuẩn Công nghiệp Nhật trước đây, viết tắt JISC).
Hơn 10 năm trước, JISC tiếp thu cấu hình ISO để đi theo hướng ISO.
Do đó, ký hiệu của JIS hiện nay là G, Rp và Rc.
Ngày nay, PF, PS và PT không phải là ký hiệu chính thức của JIS.
Nhưng thị trường (cả người dùng cuối lẫn nhà phân phối) vẫn đang sử dụng hay vẫn đang giữ lại các ký hiệu cũ như PT, PS và PF.
Do tình hình thị trường như vậy, chúng tôi, YAMAWA để nguyên ký hiệu ren ống PT, PS và PF như cũ.
Chúng tôi rất xin lỗi nếu như điều này đã gây ra sự bối rối của bạn
4.Một lời giải thích cặn kẽ hơn
Trong quy định của ISO, Cấp B của ren trong PF (chuẩn thấp hơn của Cấp A) không còn nữa.
Cấp B đã từng được định nghĩa trong chuẩn JIS cũ.
Như vậy có nghĩa là ren trong G đều là Cấp A, ren trong PF (Cấp A là chuẩn cao hơn Cấp B).
Không có vấn đề gì vì mũi taro tiêu chuẩn PF của Yamawa là dùng cho Cấp A, ren trong PF.
Câu chuyện trên được thể hiện ở bảng dưới đây:
|
Ren trong (*1) |
Ký hiệu |
Ký hiệu của mũi taro tương ứng |
|||
|
ISO |
JIS hiện tại |
JIS cũ |
|||
|
Ren khởi tạo (*2) |
Ren song song (*4) |
Rc |
Rc |
PT |
PT |
|
Ren song song (*5) |
Rp |
Rp |
PS |
PS |
|
|
Ren song song (*3) |
Ren song song (*6) |
G |
G |
PF, Cấp A |
PF II |
|
Không quy định |
PF, Cấp B |
Thích ứng với PF II |
|||
Chúng tôi tin rằng bạn đã hiểu được mối quan hệ giữa REN ỐNG TRONG và cách sử dụng MŨI TARO ỐNG.
5.Một lời giải thích cặn kẽ khác
Ở bảng trên có cho thấy 2 loại Ren song song.
Chúng là Ren song song (*5) của Ren khởi tạo (*2) và Ren song song (*6) của Ren song song (*3).
2 loại Ren song song này có cùng tên và cùng số ren trên inch, nhưng chỉ khác biệt ở ký hiệu của chúng, Rp và G (hay PS và PF).
Rp và PS là ký hiệu cho Ren song song (*5) của Ren khởi tạo (*2).
G và PF là ký hiệu cho Ren song song (*6) của Ren song song (*3).
Sự khác biệt giữa 2 loại Ren song song nằm ở cách sử dụng REN ỐNG TRONG đã được tạo thành.
Ren song song (*5) của Ren khởi tạo (*2) được dùng cho khớp nối áp suất. Khớp nối áp suất chủ yếu được dùng cho chống thoát áp suất và ren của chúng được dùng để nối ống dẫn khí và lỏng.
Tất nhiên Ren song song (*4) của Ren khởi tạo (*2) cũng được dùng cho khớp nối áp suất.
Tiếp theo, Ren song song (*6) của Ren song song (*3) được dùng ở đâu?
Ren song song (*6) của Ren song song (*3) là ren được dùng để nối ống không đảm bảo chức năng chống thoát áp suất.
6.Cuối cùng chúng tôi giải thích ý nghĩa của ký hiệu
G= Gas Gewinde (Gewinde là từ tiếng Đức nghĩa là ren.)
Rp= Rohr Gewinde, parallel
Rc= Rohr Gewinde, cone or conical
PF= Pipe Fastening
PS= Pipe Straight
PT= Pipe Taper
Tiêu chuẩn mũi taro và độ chính xác
Tại sao chuẩn ren vít thay đổi theo từng nước?
Mỗi nước tạo ra chuẩn công nghiệp của riêng họ không thể thiếu được cho ngành công nghiệp máy móc cùng với sự phát triển của nó. Do đó, sinh ra nhiều chuẩn khác nhau trên thế giới.
Có phải chuẩn ISO được xác định là chuẩn phổ biến trên thế giới?
Hoạt động để phổ biến ISO thành tiêu chuẩn chung trên thế giới rất mạnh mẽ. Tuy nhiên, rất khó để nó được công nhận là tiêu chuẩn duy nhất trên thế giới. Mọi người phải chấp nhận vấn đề là có thế giới hệ mét ở Châu Âu và thế giới hệ inch ở Mỹ.
Vì tình hình thế giới có thể bao gồm mối quan tâm chính trị, rất khó để cải thiện tình hình hiện nay.
Tại sao chúng ta dùng “Cỡ Cơ Bản” khi ta xác định kích thước?
Bao gồm công cụ máy, tất cả các sản phẩm công nghiệp không thể được làm theo cỡ đã định săn. Do vậy ta xác định cỡ cơ bản trước sau đó xác định độ lệch như khoảng dao động và khoảng cho phép.
Khoảng cho phép của ren vít và mũi taro được xác đinh bằng cách dùng các đơn vị nhỏ như micromét (1/1000 millimét). Cỡ thực tế được thể hiện bằng cách thêm khoảng cho phép có ký hiệu + và – hay +/- vào Cỡ cơ bản.
Chúng ta có thể sản xuất cả ren ngoài và ren trong theo một cỡ không?
Không thể. Cũng giống như là hiện tượng một hình trụ có đường kính 6mm không thể nào đi vào một lỗ có đường kính chỉ 6mm. Mặc dù cùng cỡ nhưng ta phải sản xuất ren trong và ren ngoài bằng những cỡ khác nhau.
Ví dụ, trong trường hợp của ren vít M6 × 1, dưới đây là cấu hình thực tế (Độ chính xác là JIS Cấp 2). Đơn vị là millimét.
Cỡ cơ bản:
Đường kính lớn 6.000, Đường kính bước ren 5.350, Đường kính nhỏ 4.917.
Cỡ ren ngoài:
Đường kính lớn 5.970 ~ 5.820, Đường kính bước ren 5.320 ~ 5.220,
Đường kính nhỏ 4.743 ~
Cỡ ren trong:
Đường kính lớn không xác định (nhưng lớn hơn 6),
Đường kính bước ren 5.470, Đường kính nhỏ 5.153 ~ 4.917.
Đường kính lớn của ren ngoài tiếp xúc với của ren trong, và đường kính nhỏ của ren ngoài tiếp xúc với của ren trong. Do đó cỡ của ren trong thường lớn hơn một chút so với cỡ của ren ngoài. Thường thì ren ngoài nhỏ hơn cỡ cơ bạn và ren trong lớn hơn cỡ cơ bản. Theo đó, ren ngoài và ren trong, mặc dù chúng được sản xuất từ các nhà sản xuất khác nhau, có thể khớp với nhau.
Tại sao cỡ của ren trong khác với của mũi taro?
Gia công ren là công đoạn cắt ren bằng việc đưa mũi taro xoay vào lỗ được khoan trước theo một cỡ nhất định. Cỡ của ren trong không phải lúc nào cũng cùng cỡ với mũi taro. Thường thì cỡ ren trong sẽ trở nên lớn hơn cỡ của mũi taro. Do xu hướng gia công này, đường kính bước ren của mũi taro được xác định sát với cỡ cơ bản trong khoảng cỡ ren trong và độ cho phép cũng được xác định tương đối là nhỏ hơn.
Làm thế nào để chọn giữa ren thô và ren mịn?
Đây có thể là một trường hợp đặc biệt. Nếu ta cắt ren đường kính 8mm vào tấm sắt dày 1.5mm và chúng ta dùng ren thô 1.25mm, số lượng ren được tạo ra trong tấm chỉ có 1. Như thế sẽ khiến cho ren vít rất không ổn định. Nếu chúng ta dùng ren mịn có bước ren 0.75mm, ta có thể cắt được 2 ren trong tấm đó.
Trừ khi gặp phải trường hợp đặc biệt như thế này, thường thì người ta dùng ren vít của bước ren thô.
Vai trò của mỗi bộ phận mũi taro
Tại sao ren ở cuối mũi taro hướng lên một góc dốc?
Khi ta cắt ren trong với mũi taro, ta cần phải tránh hiện tượng mẻ lưỡi cắt. Ren kết thúc nghiêng ở cuối mũi taro bảo vệ lưỡi cắt. Nếu chúng ta cắt ren đầy toàn phần vào vật liệu ngay từ ban đầu, sẽ tạo ra tải bất thường và làm gãy lưỡi cắt. Ren kết thúc nghiêng có thể cắt ren dần dần và làm giảm tải cắt ren.
Tại sao ta cần có mũi taro cắm và mũi taro đáy?
Cho lỗ xuyên, ta có thể cắt ren chỉ với mũi taro khởi tạo. Nhưng với lỗ bít, ta không thể cắt ren vào sâu xuống đáy lỗ với mũi taro khởi tạo. Ta cần phải dùng mũi taro cắm hay mũi taro đáy để có thể hoàn thiện ren ở đáy lỗ.
Có cần phải có nhiều ren toàn phần không?
Theo lý thuyết, ta chỉ cần một ren để cắt ren vì các ren phía sau đều đi theo ren phía trước. Nhưng nếu ta dùng mũi taro chỉ có 1 ren toàn phần, mũi taro sẽ trở nên rất không ổn định và ren đã cắt có thể bị hư hại hoặc bị hỏng. Trong trường hợp gia công lỗ xuyên, một khi mũi taro đi qua lỗ, sẽ rất khó hoặc không thể đưa mũi taro quay lại qua lỗ.
Có đúng là gần đây người ta hoàn thành ren chỉ cần dùng mũi taro cắm hay đáy không?
Một thao tác với mũi taro cắm hay mũi taro đáy
Do sự cải thiện của hiệu năng mũi taro và các công cụ máy, chúng tôi không dùng bộ mũi taro 3 phần như trước. Lý do tại sao cũng tôi không dùng riêng mũi taro khởi tạo để cắt ren vì chúng tôi không thể cắt ren đến tận đáy lỗ chỉ với mũi taro khởi tạo với những ren chưa hoàn chỉnh còn lại.
Loại mũi taro dựa trên ứng dụng
Hay nghe nói rằng gia công ren ngang hay gây nhiều vấn đề hơn. Tại sao lại như thế?
Những vấn đề như kẹt phoi và lệch tâm giữa mũi taro và lỗ khoan gây ra bởi trọng lực. Do đó khi cắt ren, chiều dọc được khuyến nghị. Không có mũi taro nào là đặc biệt thích hợp cho cắt ren ngang trên thị trường.
Nhưng do yêu cầu thực hiện, cắt ren năng đôi khi là không thể tránh khỏi. Trong những trường hợp đó, chúng tôi sẽ thiết kế những mũi taro đặc biệt như là cải thiện thải phoi hay có lỗ dầu để tránh kẹt phoi với áp suất dầu lớn.
Trong trường hợp nào cần dùng mũi taro dành cho cuộn chèn?
Trong ren cuộn chèn, một cuộn dạng lò xo được đưa vào. Cuộn này tương ứng với bước ren của đường ren cắt.
Ren cuộn chèn được dùng để gia cố đường cắt ren trong trong những vật liệu rất mềm và bị mòn qua nhiều lần lắp vào và tháo ra. Chúng cũng được dùng để sửa các ren cắt quá lớn hay thử tạo ren có đường kính lớn hơn.
Tại sao không thường xuyên dùng Mũi Taro Khoan?
Mũi taro khoan là công cụ kết hợp có mũi khoan ở cuối. Số vòng quay và độ dẫn của Mũi khoan khác với của taro.
Bởi vậy việc tập trung 2 công đoạn vào một công cụ là không tốt. Hoàn thiện việc cắt ren với một công cụ bằng việc đưa mũi taro khoan vào lỗ đã khoan nghe có vẻ hay, nhưng nếu phần khoan hay phần taro gãy, ta không thể sử dụng công cụ này nữa.
Người ta nói rằng sự chuyển dịch vật liệu mũi taro từ HSS sang CACBUA là chậm hơn so với các công cụ khác. Tại sao?
Điểm lớn nhất mà mũi taro khác với những công cụ cắt khác là mũi taro chỉ có thể được tháo ra khỏi lỗ sau khi đảo chiều quay. Do sự đặc biệt này, tốc độ mũi taro trở nên rất chậm và ưu điểm của việc dùng vật liệu cacbua chỉ có khi cắt ở tốc độ cao ít khi được thể hiện trên mũi taro. Thật ra nhiều mũi taro cacbua đã được thiết kế cho cắt ở tốc độ cao. Nhưng tốc độ cắt của các mũi taro đó vẫn rất thấp so với của các công cụ cắt khác.
Mũi taro phủ mạ là gì?
Mũi taro phủ mạ là mũi taro có bề mặt được phủ bởi một lớp cứng để kéo dài tuổi thọ của công cụ. Có nhiều loại phủ mạ khác nhau. Ngoài phủ mạ titan là phủ mạ chung, các nghiên cứu về phủ kim cương đang được tiến hành. Trong một số lĩnh vực, phủ kim cương đã ở mức ứng dụng được.
Có sự thay đổi nào về hình dạng rãnh dựa trên loại mũi taro được sử dụng không?
Dựa vào loại rãnh, sẽ có sự thay đổi trong hướng thải phoi. Với mũi taro xoắn, phoi được thải lên trên theo rãnh đi về phía côn (ngược lại với hướng tiến của mũi taro). Với Mũi taro tay, một phần của phoi được thải lên trên, tuy nhiên, rãnh của mũi taro xoắn có thể thải phoi một các trơn tru hơn. Với mũi taro thẳng. Phoi được thải xuống về đầu cuối của mũi taro.
Vì mục đích gì ta lại để cho mũi taro thải phoi về phía trên hay xuống dưới?
Hướng thải phoi liên quan đến loại lỗ, lỗ xuyên hay lỗ bít. Với lỗ bít, ren trong được cắt đến tầm giữa lỗ. Những lỗ này không đi xuyên. Lỗ xuyên là lỗ đi qua phôi. Nếu chúng ta dùng mũi taro thẳng với lỗ bít, mũi taro có thể bị gãy do không có chỗ chứa phoi ở đáy lỗ. Nếu chúng ta dùng mũi taro thẳng với lỗ xuyên, ta có thể có hiệu suất cao. Đây là những lý do tại sao chúng ta dùng mũi taro với các hướng rãnh khác nhau.
Chuẩn Ren Vít
Mối quan hệ giữa ren ống trong và ren ống ngoài là gì?
Ghép giữa REN ỐNG TRONG và REN ỐNG NGOÀI. Ở đây, ghép giữa REN ỐNG TRONG và REN ỐNG NGOÀI đường xác định. Ghép chính thức được thể hiện ở bảng dưới đây. Việc sử dụng REN ỐNG theo ghép chính thức này là rất quan trọng.
|
Ren trong |
Ren Ngoài |
|||||||
|
Ren trong (*1) |
Ký hiệu |
Ren ngoài |
Ký hiệu |
|||||
|
ISO |
JIS hiện tại |
JIS cũ |
ISO |
JIS hiện tại |
JIS cũ |
|||
|
Ren khởi tạo (*2) |
Ren song song (*4) |
Rc |
Rc |
PT |
Ren khởi tạo |
R |
R |
PT |
|
Ren song song (*5) |
Rp |
Rp |
PS |
|||||
|
Ren song song (*3) |
Ren song song (*6) |
G |
G |
PF, Cấp A |
Ren song song |
G, |
G, |
PF, Cấp A |
|
Chuẩn không thích ứng được |
PF, Cấp B |
G, |
G, |
PF, Cấp B |
||||
Đường kính ngoài của ren ống là gì?
Có sự khác biệt giữa cỡ danh nghĩa và đường kính ngoài thực tế
Lưu ý: về Đường kính ngoài của REN ỐNG NGOÀI (ĐKN của mũi taro) Kích thước của Mũi Taro Ống là 1/8, 1/4 và 1/2. Khi ta đổi chúng thành số thập phân, ta nhận được 0.125 inch (3.175mm), 0.25 inch (6.35mm) và 0.5 inch (12.7mm) tương ứng. Tuy nhiên kích thước thực tế của ren ỐNG không phải là những con số này.
|
1/8 |
9.728mm |
|
1/4 |
13.157mm |
|
1/2 |
20.955mm |
|
1 |
33.249mm |
Cỡ ống 1/8, cỡ ống 1/4 và cỡ ống 1/2 đi từ cách gọi ống truyền thống, và khác với kích thước thực tế.
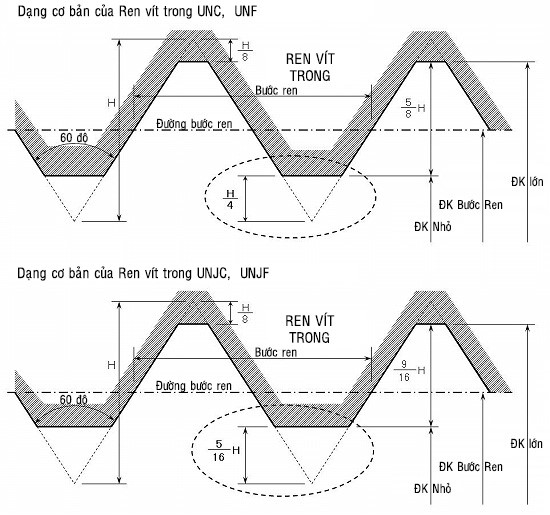
Có gì khác biệt giữa UN (UNC, UNF và UNEF) và UNJ (UNJC, UNJF và UNJEF)?
Đường kính nhỏ của cả ren vít ngoài và ren vít trong của UNJ lớn hơn so với của UN. Đây là để tăng sức chống bị bẻ cong của ren ngoài theo hình bên dưới. Chuẩn ren vít UNJ (MIL-S-8879, AS 8879 và ISO 3161), một trong những Ren vít thống nhất, được xây dựng để gắn kết các bộ phận của phi cơ gọi là “Air-fastener – gắn kết hàng không”. Nó chỉ có một bộ tổng hợp ren ngoài cấp 3A và ren trong cấp 3B, cả hai đều có độ cho phép hẹp nhất trong Ren thống nhất để đảm bảo rằng các gắn kết hàng không là chặt chẽ nhất. Hơn nữa, ren vít ngoài của UNJ có gốc bo tròn. Đối với ren vít trong, mũi taro Yamawa (YMW) dành cho ren UN có thể được sử dụng để tạo ren UNJ cũng như tạo các lỗ lớn hơn so với cỡ được khuyến nghị bởi ren UN trong khoảng cho phép đường kính nhỏ cho chuẩn UNJ. Thêm vào đó, điều kiện gia công ren phải có độ chính xác cao để có thể làm ren trong ở cấp 3B. Đó là bởi vì kết quả gia công có thể bị ảnh hưởng bởi các điều kiện như cơ chế dẫn của máy gia công ren .v.v.. Máy gia công ren với phụ kiện gia công ren tốc độ/vòng quay dẫn đồng bộ được khuyến nghị mạnh mẽ.
- Đường kính nhỏ lớn hơn (đường kính lõi lớn hơn) và gốc bo tròn khiến cho ren vít ngoài của UNJ bền nhất có thể bằng cách tạo ra lỗ lớn hơn so với cỡ được khuyến nghị cho ren UN trong khoảng cho phép của đường kính nhỏ cho chuẩn UNJ.
- Ví dụ
Cỡ giới hạn cho đường kính nhỏ của Ren trong thống nhất:
1/4-20UNC (2B) Nhỏ nhất: 0.1960" (hay 4.979mm) – Lớn nhất: 0.2070" (hay 5.257mm)
1/4-20UNJC (3B) Nhỏ nhất: 0.2013" (hay 5.114mm) – Lớn nhất: 0.2121" (hay 5.387mm)
Các tin khác :
- Hiểu biết cơ bản về vật liệu gang để chọn mũi taro gang hiệu quả (14/06/2021)
- Hiểu biết cơ bản về mũi taro nén (16/08/2017)
- Hiểu biết cơ bản về mũi taro thẳng (16/08/2017)
- Hiểu biết cơ bản về mũi taro xoắn (12/08/2017)
- Lời khuyên hữu ích khi bạn gặp vấn đề về mũi taro (10/08/2017)
- Xử lý sự cố liên quan đến mũi taro - nguyên nhân, cách khắc phục (19/05/2017)
- Làm thế nào để bỏ điểm tâm trên Mũi Taro Xoắn? (17/05/2017)
- Mũi taro là gì? Phân loại mũi taro? Cách chọn mũi taro? (02/01/2017)
- Ưu điểm của phương pháp phay ren (01/04/2016)
- Phoi của vật liệu và hình dạng thoát phoi của mũi taro (31/03/2016)
.jpg "Bảng tra mũi khoan và taro")
.jpg "bảng tra mũi khoan và taro hệ inch")
.jpg "Cách lấy mũi taro bị gãy")
.jpg "Tốc độ cắt khi taro và công thức tính chế độ cắt khi taro")
.jpg "Mũi taro là gì? Phân loại mũi taro? Cách chọn mũi taro?")





Ý kiến của bạn